
Innovativi maschi Xtap per la maschiatura rigida

Maschiatura rigida con macchine a controllo CNC
Soluzione economica grazie alla possibilità d’impiego universale
Sicurezza di processo
Rendimento e durata utile elevati
Qualità superiore della filettatura
Vasto assortimento di prodotti
Maschi Xtap:
Innovativo utensile universale per la maschiatura rigida
Sulla base della più moderna tecnologia di rettifica, FRAISA presenta un maschio universale completamente riprogettato e sviluppato appositamente
per l'impiego su macchine a controllo CNC. Il nuovo utensile per mandrini rigidi e fissi completa così la serie di utensili Xtap per la realizzazione
di filettature in fori passanti e ciechi nel sistema di filettature M.
Come strumento universale, Xtap abbina la massima sicurezza di processo alla massima universalità, sottolineata ulteriormente dalla nuova variante di gambo
con attacco weldon: L'utensile può essere impiegato senza mandrino di compensazione su macchine CNC con mandrino di serraggio convenzionale (maschiatura rigida).

Ampia gamma di prodotti
La gamma di utensili Xtap comprende maschi per fori ciechi e maschi per fori passanti con vari diametri da M3 a M24. Per una maschiatura affidabile, potete trovare i dati applicativi relativi a tutti i maschi a foro cieco e a foro passante (ad esempio, la velocità di taglio della maschiatura) nel nostro catalogo. I nostri maschi Xtap sono una soluzione ad alte prestazioni, in particolare per la maschiatura di vari materiali in acciaio, nonché di materiali inossidabili e resistenti agli acidi.
I nuovi maschi a foro cieco sono disponibili nei seguenti diametri:

I nuovi maschi per fori passanti sono disponibili nei seguenti diametri:

Nuovi standard di qualità per la maschiatura ad alto rendimento
Il nuovo Xtap si basa su caratteristiche tecnologiche innovative per poter garantire un'elevata qualità della filettatura, sicurezza del processo e produttività nella maschiatura.
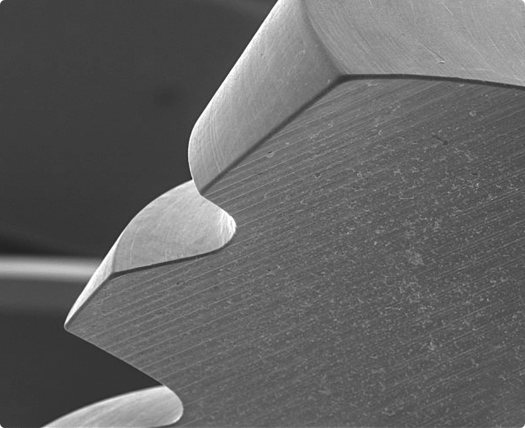
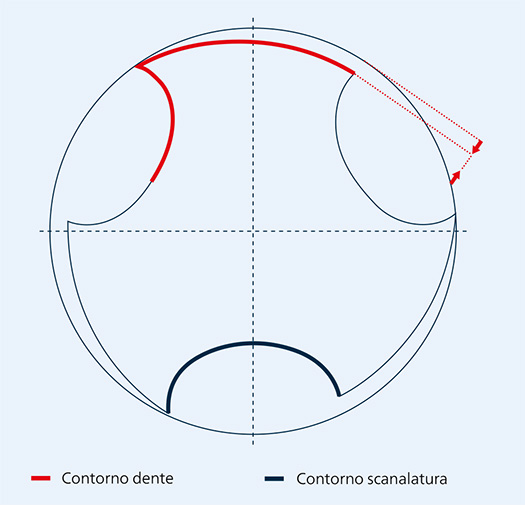
Il tagliente arrotondato a seconda delle dimensioni garantisce un rinforzo del cuneo tagliente e quindi maggiore sicurezza di processo e riproducibilità. Il robusto tagliente
garantisce un impiego universale in diversi materiali e una forma perfezionata della scanalatura. Il risultato è un processo di maschiatura rigida in cui la qualità della
filettatura si mantiene costante nel tempo.
Le maggiori dimensioni della spoglia si traducono in una riduzione dell'attrito e delle forze di taglio, mentre la minore temperatura di lavorazione in corrispondenza del
tagliente fa aumentare la durata utile e dunque la produttività.
Le nuove versioni per la maschiatura rigida contribuiscono in modo essenziale ad una performance dal processo sicuro: La precisione di Xtap e l'avanzamento sincrono
del mandrino garantiscono un passo esatto. Il serraggio rigido esclude errori di maschiatura. Con la versione Incool migliora inoltre la rimozione dei trucioli.
Nella maschiatura di componenti di alta qualità, il rivestimento FRAISA-AlCrTiN ottiene tempi di durata utile decisamente più lunghi rispetto ai rivestimenti realizzati
in modo convenzionale. Il rivestimento molto liscio e duro e la sua eccellente aderenza forniscono inoltre l'ideale resistenza all'usura.
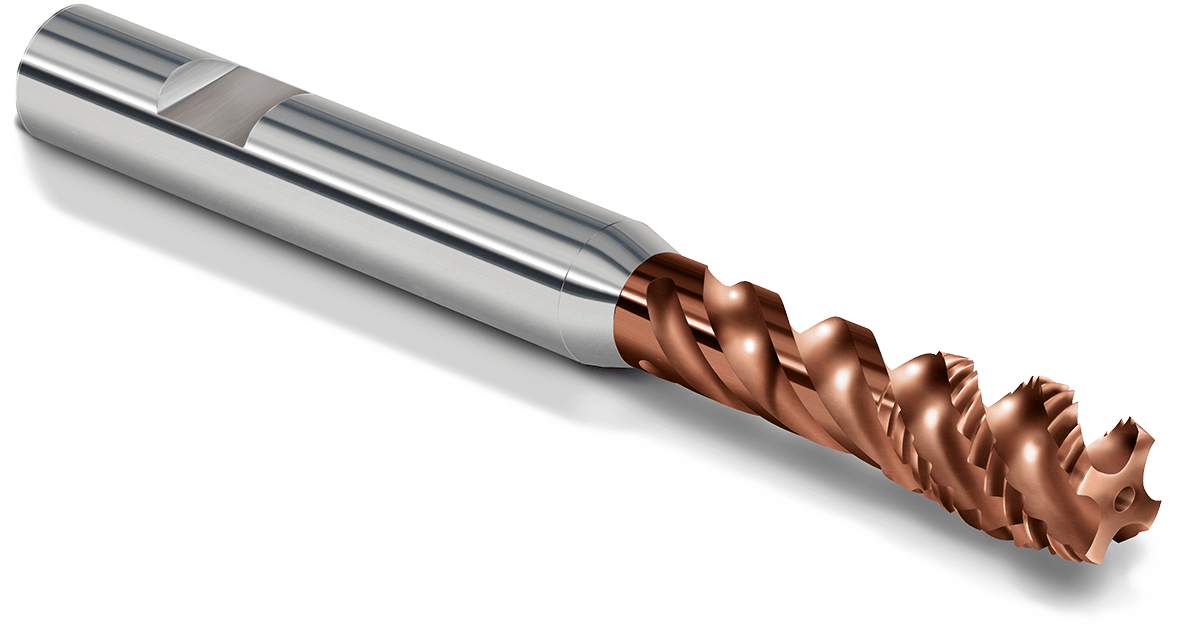
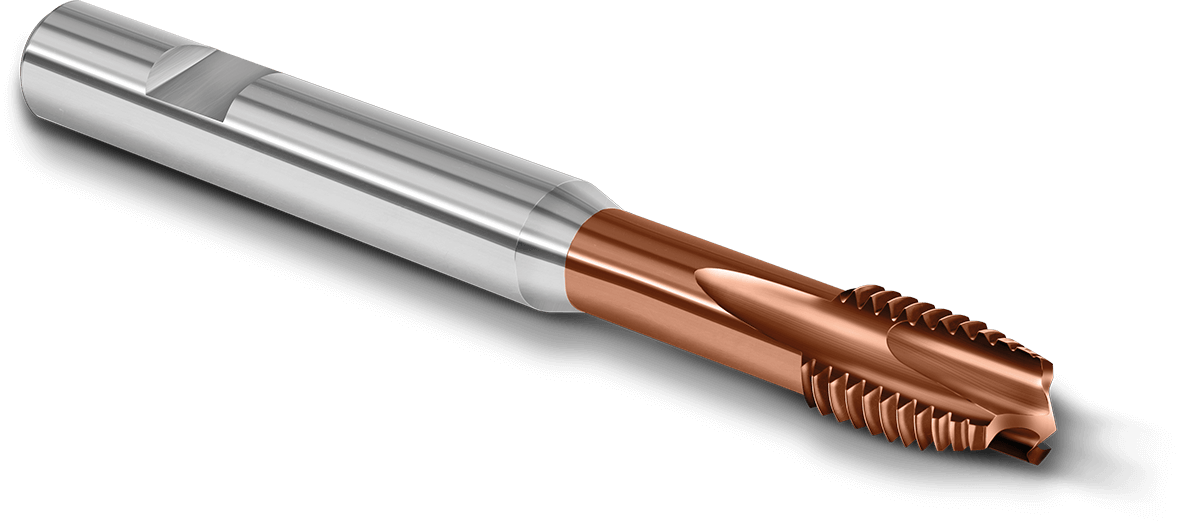
Esecuzione cilindrica del
gambo h6 con attacco
weldon a norma DIN 1835B
Rivestimento di materiale
duro resistente all'usura
FRAISA-AlCrTiN
Materiale di taglio
HSS-PM/F
Geometria ottimizzata
del vano trucioli
Versione Incool
(opzionale)
Microgeometria
definita, spigolo di
taglio arrotondato
Scanalatura
ottimizzata
Eccellente evacuazione dei trucioli – flusso di trucioli e truciolatura sicura
Forze ridotte all'imbocco filettatura
Sicurezza del processo garantita e massima durata utile
Elevata resistenza all'usura con rigidità ottimale
Impiego universale, ridotto numero di utensili
Ridotta temperatura di processo dovuta alle superfici lisce
Consigli per l'applicazione della filettatura
Rigid Tapping
Il Rigid Tapping (maschiatura rigida) viene utilizzato per macchine moderne con guida sincro nizzata.
Tutti gli utensili dispongono di superficie laterale di serraggio e sono impiegati in pinze convenzionali.
In diverse macchine non è possibile raggiungere la velocità di rotazione raccomandata nel funzionamento sincrono. In questi
casi é necessario operare con il numero di giri massimo dove la sincronizzazione della macchina è ancora garantita.
Maschiatura con compensazione assiale o Rigid Tapping
Le macchine per la lavorazione CNC moderne sono in grado di sincronizzare il numero di giri del mandrino e l’avanzamento. Ciononostante possono verificarsi dei minimi errori di passo. Questi vengono compensati da mandrini con compensazione assiale o sincroni permettendo di ottenere migliori risultati in termini di durata utile e qualità.

Tecnologia di applicazione: Forme d‘imbocco e formule
Profondità della filettatura (tfilettatura) + punta della filettatura (tpunta) + numero di filetti (X) x passo (P) = profondità impostata nel ciclo (tfilettatura eff.)


Forma d‘imbocco per maschi DIN 2197, Tabella 4: Tipo B. Il numero di passi sull‘imbocco varia da 3.5 a 5.
eff. Profondità filettatura M8 foro passante 3xd
24 mm + 2 mm + 5 filettature x 1,25 mm = 32,25 mm → 32 mm
Regola empirica
Maschio a foro passante = numero massimo di filettature


Forma d‘imbocco per maschi DIN 2197, Tabella 4: Tipo C. Il numero di passi sull‘imbocco varia da 2 a 3.
eff. Profondità della filettatura M16 foro cieco 2,5xd
40 mm + 4 mm + 2 filetti x 2 mm = 48 mm → 48 mm
Regola empirica
Maschio a foro cieco = numero minimo di filettature
I nostri consulenti applicativi FRAISA saranno lieti di assistervi personalmente nella scelta dei maschi giusti e di lavorare con voi per determinare i dati applicativi appropriati.
Cosa si deve tenere presente quando si filettano i filetti

Filettatura profonda
Per le filettature profonde devono essere utilizzati utensili con scanalature sufficientemente lunghe. In caso contrario l’utensile potrebbe rompersi in seguito all’accumulo di trucioli poiché questi ultimi non possono fuoriuscire dal foro. Nel Rigid Tapping è possibile lavorare con diversi avanzamenti di profondità per accorciare i trucioli. È importante che il raffreddamento sia sufficiente.

Funzionalità del mandrino di compensazione
Deve essere garantita una buona funzione di compensazione del mandrino (nessun blocco). In caso contrario, nonostante il mandrino di compensazione la filettatura potrebbe tagliarsi scorrettamente oppure potrebbero verificarsi degli errori di passo. La forza di trazione del mandrino di compensazione lineare deve essere scelta in funzione della filettatura da realizzare.

Getto di raffreddamento orientato in modo corretto
Nel taglio delle filettature è importante che il getto di raffreddamento sia orientato in modo corretto. L’allineamento deve essere eseguito dall’alto in direzione delle scanalature di serraggio affinché il raffreddamento sia efficace anche in profondità. Se il getto di raffreddamento non è orientato in modo corretto, all’interno del foro si forma del calore con il conseguente problema della saldatura a freddo del materiale. Tutto ciò può provocare una minore durata utile e una pessima formazione di trucioli.
Distanza di sicurezza
Nel taglio delle filettature con Rigid Tapping occorre programmare una distanza di sicurezza sufficiente. Se la distanza di sicurezza è troppo corta, il mandrino della macchina potrebbe non girare in sincronia con l’avanzamento prima di entrare nel foro. La conseguenza sono errori di passo della filettatura anche se si lavora in modo sincronizzato.